| Allt Nytt | Kalender | Racerbanor | Arrangörer | Forum | Varvtider/Loggar |

 |
Racetech
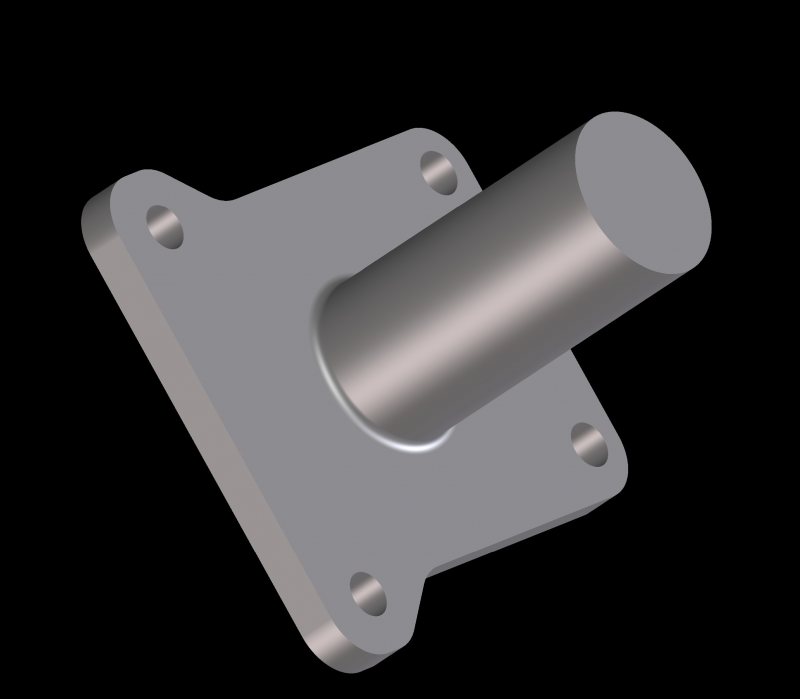
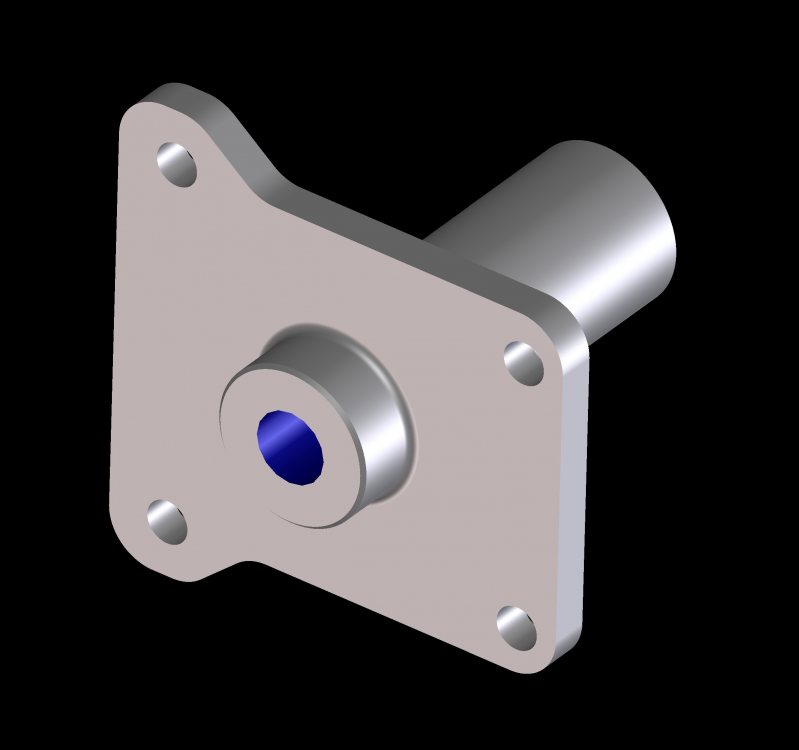
 Materialval tillverkning av axeltapp. *Slutresultatet*
Materialval tillverkning av axeltapp. *Slutresultatet*
|
3 besök senaste veckan (6469 totalt) |
|
Senast ändrad av TexasRx7, 21 Dec 2017 23:48, ändrad totalt 1 gång
Hej!
Jag håller på och bygger om mina spindlar fram till min Rx7 FC och ska använda lager och hub från en nyare Rx7. Den har en betydligt bättre konstruktion på hjullager och det är samma bultmönster så jag kan använda fälgar och bromsar som jag redan har Jag är dock osäker på materialvalet för axeltappen jag ska tillverka, Det behöver vara ett material som jag kan svarva, fräsa, gänga och svetsa i. Det måste vara i någon form av stållegering så jag kan svetsa ihop det med org spindeln. Jag har fräst bort den gamla tappen och arborrat ett hål som jag pressa i den nya tappen i. Den kommer att vara 33mm i diameter, 80mm lång samt en bredare "bas" som jag kan bulta i i dom 4 m8 hålen ni ser på bilden. Samt svetsa den på baksidan och ev göra någon förstärkning om det behövs. Tacksam för all hjälp jag kan få//Jesper 

_________________ Jesper Olofsson - Kinnekulle 1:01.66 - Mantorp 1:30.729 - Gelleråsen 1:14.827 - Knutstorp 1:07,368 
|
||||
|
+1 på ovanstående!
Vet du vad du gör, så kan tex Impax också gå bra, men det är lite lurigt att svetsa i. 2541 har jag för mig också kräver speciella tillsatsmaterial om man ska vara korrekt (men någon annan får gärna fylla i här)
|
||||
olämpliga material för svetsning, speciellt om man önskar nyttja materialet... Kombinationen vettigt hög hållfasthet etc och svetsbarhet brukar vara ovanlig. Man får välja betydligt grövre dimensionering och svetsa eller lätt och fint och ej svetsa _________________ Roland Johansson
|
||||
|
Japp ska man bygga ett rymdskepp är sånt här med material jävligt viktigt så lika bra att låta nasa analysera åt dig efter tipsen du fått på rejsa.
Annars kan man ju göra det som många andra och inte göra det mer avancerat än att det duger för en bil som ska hålla sej nere på marken 
Ska kullager gå direkt på axeln eller finns en inre lagerbana som ska träs på axeln?? I det senare fallet duger typ "vilket högkvalitativt svetsbart axelstål som helst" vilket lär man väll höra efter där du tänkt köpa stålet?? Ganska enkelt i mina ögon. Man köper ju tex bra stål på tibnor eller liknande, och dem har då även duktiga säljare som du förklarar för vad du vill ha och dem kan ge förslag på några olika. Alternativt den Mekaniska verkstad du ber svarva axeln åt dig om du inte gör det själv. Lär väll ändå göras med bra presspassning mot din spindel. Värm spindeln och kyl axeln och pressa ihop så räcker lite svets att låsa med _________________ Karossbilar är inte det lite larvigt?? niklas laine
|
||||
Ja, Den är i kolstol.
Lagret ska presas på axeln, Det jag oroar mig mest över är hållfastheten i axelstålet men det kan vara jag som nojjar i onödan. Planen var att som du sa göra en presspassning och värma spindel och kyla axeln och säkra detta med en svets. _________________ Jesper Olofsson - Kinnekulle 1:01.66 - Mantorp 1:30.729 - Gelleråsen 1:14.827 - Knutstorp 1:07,368
|
||||
|
Pressar du på en lagerbana så behöver du ju inte bry dig om att axeln slits. Och du för inte över drivkraften genom din egentillverkade axel??
Håller du dig till samma diameter som axel i andra bilar behöver du nog inte fundera så mycket. Går du ner avsevärt i diameter eller att det går drivkraft genom så kanske man bör undersöka lite mer. Någon typ av fjädrande stål lär det väll bli isåfall _________________ Karossbilar är inte det lite larvigt?? niklas laine
|
||||
|
En normal presspassning samt bulta i de 4 M8 hålen lär vara fullt tillräckligt, men du kan ju lägga en bricka på baksidan o bulta i axeln med en M16x1 eller liknande. Materialet borde funka fint med 2541 om du skippar svetsen.
Svarva axeln ur en grov bit så att flänsen är med i ett stycke för M8 bultarna _________________ Robert Aronsson
|
||||
|
Många bra tips och ideer, Det tackar jag för
 Jag var iväg och köpt en bit ss2541 122x430mm. Så ikväll ska jag börja svarva och dona så får vi se vart det tar vägen Jag var iväg och köpt en bit ss2541 122x430mm. Så ikväll ska jag börja svarva och dona så får vi se vart det tar vägen 
Mvh//Jesper _________________ Jesper Olofsson - Kinnekulle 1:01.66 - Mantorp 1:30.729 - Gelleråsen 1:14.827 - Knutstorp 1:07,368
|
||||
|
När det gäller matrialval så gäller det att hålla tunga i rätt mun.
Skilnaden mellan ett bondstål och ett härjejösse-stål stål bara vid vilken kraft de går av. Men de flexar lika mycket, nja bondstålet går av tidiagre. Jä... föränklat. Så rent generält när det gäller axelpappen så håller den ej med bondstål så flexar den för MYCKET. Mao för klen ren geometriskt. Typ bondstål SS1312 kontra SS2541 Stål Rel Rm 1312 210 360 [N/mm2] 2541 700 900 [N/mm2] Rel är vad man brukar kalla flytgänsen. Ligger man under Rel så funkar matrielt som en gummisnodd. Rm är vad man kallar brottgäns, ski... går av/sönder. Har man en spänning under 210N/mm flexar 1312 och 2541 presis lika mycket. Om man så vill, kraften är lika för att tex böja en stång 1312 och 2541 säg 1mm. Är 1mm för mycket spelar det ingen roll vilket jä... stål man väljer. Sen finns det fler faktorer att ha koll på. tex spänningskonsentrationer, i detta fall övergången från tapp till platta. Välj så stor radie det går. Nästa grej är utmattning. När det gäller axeltappen kan vi glömma det. Den borde vara i krokarna vad man kallar oändlig livslängd. Annars flexar den för mycket. _________________ Johan Sjölinder
|
||||
Jag tror på den lösningen, Men det återstår att se om det funkar 
_________________ Jesper Olofsson - Kinnekulle 1:01.66 - Mantorp 1:30.729 - Gelleråsen 1:14.827 - Knutstorp 1:07,368
|
||||
|
Racetech
Materialval tillverkning av axeltapp. *Slutresultatet*
|
3 besök senaste veckan (6469 totalt) |