| Allt Nytt | Kalender | Racerbanor | Arrangörer | Forum | Varvtider/Loggar |

 |
Skruva banåkabil
 SS 2511 ska vara till krängningshämmare
SS 2511 ska vara till krängningshämmare
|
4 besök senaste veckan (10024 totalt) |
|
SS 2511 ska vara till krängningshämmare
Nån som vet nån som vet nån där jag kan köpa 2 meter SS 2511 22,8 rundstång Ska tydligen vara ett riktigt bra material till att görs kränghämnare men jag behöver inte 6meter 😳 _________________ Marcus Lindkvist Datsun 240Z -71 Porsche 964 TURBO -91 Bmwcup E36 M3 #77 såld 

|
||||||||
|
Ska du inte ha 2541-03? Jag hade 22mm innan vet jag. Jag får kolla imorgon.
|
||||||||
|
Re:
är 2541-03 ett bättre val? måste kunna svetsa i ändan på det oxå. hade helst velat ha 23-24 mm det sitter en 20mm på idag _________________ Marcus Lindkvist Datsun 240Z -71 Porsche 964 TURBO -91 Bmwcup E36 M3 #77 såld
|
||||||||
|
2541-03 (34CrNiMoS6) räknas som ej svetsbart, det har ett CEV värde på 0,84 när jag räknade på det, riktvärde är CEV på max 0,46 för god svetsbarhet.
Sen har stålet enormt höga värden. Sträckgräns N Rp 0,2 min 700 Brottgräns N Rm 900-1100 Förlängning A5% min 12 Kontraktion Z % min 45 HB 270-325 ESAB OK 67.75 är det enda tillsatsmaterialet som kommer i närheten vad jag kan komma på utan att forska djupare, dock har den mkt lägre brott och sträckgräns men det blir nog inte bättre än så här om man nu vill försöka. Glöm inte att förvärma ordentligt gärna 150*C och eftervärma en stund med för att undvika varmsprickor. fast jag rekommenderar egentligen inte att svetsa alls i detta stål. _________________ I.n.g.3.m.a.r O.1.s.s.o.n
|
||||||||
|
Re:
Så 2511 är bättre om man ska svetsa i de? _________________ Marcus Lindkvist Datsun 240Z -71 Porsche 964 TURBO -91 Bmwcup E36 M3 #77 såld
|
||||||||
|
Re:
Pm _________________ Marcus Lindkvist Datsun 240Z -71 Porsche 964 TURBO -91 Bmwcup E36 M3 #77 såld
|
||||||||
|
Senast ändrad av Fastlane, 23 Nov 2016 12:01, ändrad totalt 1 gång
Re:
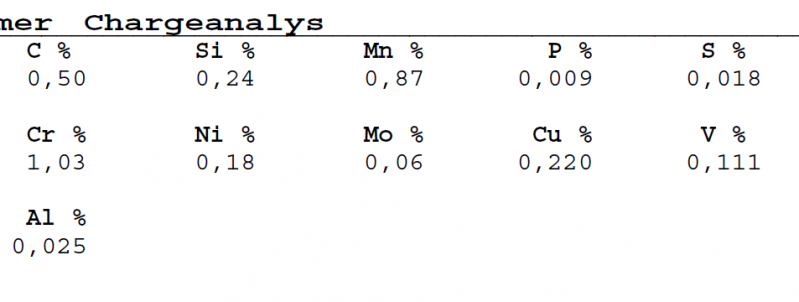
CEV 0,63, det är ju iaf betydligt lägre  Dock vill jag inte kalla det svetsbart det här heller. Dock vill jag inte kalla det svetsbart det här heller.
Dessa stål är inte avsedda för svetsning utan bearbetning till olika produkter. http://www.thyssenkrupp.se/upload/documents/TKMS_Prodkat_2013.pdf Får man fråga av vilken anledning ni vill använda dessa stål som krängare? jag hade nog kollat på ett CrMo ist... tror jag, har inte tänkt på vad som är mest lämpligt. "sätthärdningsstål: Gemensamma egenskaper hos sätthärdningsstål är låg kolhalt. Genom att tillsätta krom, nickel och eventuellt molybden i ungefär samma proportioner kan man få sätthärdningsmaterial som ger en relativt hård kärna. CrMn-legerade sätthärd- ningsstål används i mekaniska och fordons komponenter där man eftersträvar relativt höga mekaniska egenskaper i kärnan. Exempel kan vara vevaxlar och kugghjul. Crni-legerade sätthärdningsstål används i applikationer med högre påkänningar där man har krav på höga mekaniska egenskaper och seghet. Exempel kan vara vinkelväxlar, kugghjul, drev, axlar m.m. Den vanligaste sätthärdningsstålet på den svenska marknaden är 16niCrS4 / SS 2511-08. CrniMo legerade sätthärdningsstål används för extremt utsatta applikationer, stora kugghjul med krav på hög seghet och stora påkänningar. Exempel kan vara kugghjul med stora diametrar, snäckväxlar. Sätthärdningsstålet levereras i regel mjukt (obehandlat eller glödgat) för att sedan bearbetas, sätthärdas och slipas till färdigt detalj. Sätthärdning är en termokemisk ythärdningsmetod. Ett stål med låg kolhalt, oftast under 0,20 % C, kolas upp i ytan till ca 0,7-0,9 % C. Vid den efterföljande härdningen erhålles en hög ythårdhet och en seg kärnstruktur. Den höga ythårdheten ger ett högt slitagemotstånd. Ett normalt krav på ythårdheten vid sätthärdning är 58-62 Hrc eller 650-750 HV. Vid låga sätthärdningsdjup, DC 0,6 mm eller lägre, skall hårdhetskraven anges i Vickers (HV). normal hårdhetstolerans är ±2 Hrc eller ±50 HV. Kärnhårdheten är beroende av godstjocklek och materialsort, men ett riktvärde är ca 300 HV." _________________ I.n.g.3.m.a.r O.1.s.s.o.n
|
||||||||
|
Ni har inte funderat på att göra en av rör istf solid? Jag lät göra en av rör jag köpte hos ME racing i Borlänge. Den var ca 25% hårdare än original men vägde ca 25% av originalet om jag minns rätt.
Guson _________________ Tomas Gunnarsson
|
||||||||
|
Har kollat med en kunnig kille här på jobbet och han sa att 2541 var bäst sett till inköpskostnad kontra egenskaper. Många företag kan dessutom ha bitar hemma.
Dock inte lämpligt att svetsa i. Jag kommer att göra krängknivar, så jag kan inte ha rör och behöver inte svetsa. _________________ Roger Näslund Datsun 240Z -73 Blivande banbil Datsun 280ZX -80 Sommarbil Ford Probe GT -93 Såld
|
||||||||
|
Re: SS 2511 ska vara till krängsingshämnare
Är klart tveksam till att det är ett lämpligt material för krängningshämmare, det är ett sätthärdningstål _________________ Roland Johansson
|
||||||||
|
Re:
bättre men olämpligt som fastlane redan skrivit _________________ Roland Johansson
|
||||||||
|
Hade bara 25mm kvar.
Jag har aldrig haft några problem med att svetsa i 2541. En krängare är väldigt överdimensionerad och man svetsar endast på den starkaste punkten. Den böjer sig på resterande 1meter, inte vid svetsen.
|
||||||||
|
Re:
finns det något bättre att välja? skiljer det i själva hårdheten på identiska krängare fast olika material? _________________ Marcus Lindkvist Datsun 240Z -71 Porsche 964 TURBO -91 Bmwcup E36 M3 #77 såld
|
||||||||
|
Re:
Klart man kan svetsa i det och visst kan det hålla men faktum kvarstår. Har också skojat till det ibland och svetsat i gjutjärns hjulupphängningar mot vanligt kolstål och det har hållt, ett tag iaf. 67.75 är en bra elektrod för såna här övningar. "SS 2541/34CrNiMo6/34CrNiMoS6 SS 2541/34CrNiMo6/34CrNiMoS6 är ett stål med mycket goda hållfasthetegenskaper även vid stor godstjocklek. SS 2541/34CrNiMo6/34CrNiMoS6 används i medelgrova eller grova konstruktionsdetaljer. SS 2541/34CrNiMo6/34CrNiMoS6 kan nitrerhärdas varvid en ythårdhet på ca HV 650 uppnås. SS 2541/34CrNiMo6/34CrNiMoS6 beskrivning: SS 2541/34CrNiMo6/34CrNiMoS6 används tex till axlar och kugghjul som utsätts för höga påkänningar och där kravet på seghet är stort. Ej svetsbart utan förvärmning." http://www.kihlsteel.se/ss2541.html _________________ I.n.g.3.m.a.r O.1.s.s.o.n
|
||||||||
|
Samma stål som i en fjäder till en bil bör väl vara ok?
http://www.lesjoforsab.com/standard- _________________ Patrick Wetterskog Kika lite på min youtubekanal om ni har intresse i tvåtaktare https://www.youtube.com/channel/UClYLnC ... TGXDqxr0EQ
|
||||||||
|
Dessa verkar brukas:
Material number 1.7218 Symbol 25CrMo4 Country Sweden Range of application At high resistance the steel is still sufficiently tough. Automotive industry (steering knuckles), mechanical engineering Range of application Heat-treatable steels: Axle arbors, axle arms, turbine components Steels for cold extrusion: High-grade mass produced structural parts in general engineering, construction of apparatus, motor and vehicle construction. in a sequence of working processes (upset forging, could extrusion, pressing, bulging, drawing with intermediate surface and annealing treatment) parts of different shapes can be manufactured, possessing high density, a favorable fibering for stress, a very good sulface condition and a high dimensional accuracy. Because when cold extruded, as a result of the strengthening by cold working, hardness, breaking, strength and yield point increase, and through this, the working properties of the finished parts can be inproved. Also, according to circumstances, it is possible, to accomplish very high requirements with unalloyed steels, that by conventional production of the parts through machining and heattreatment only could be reached with alloyed steel grades. In connection with the high internal stress of the cold work hardened surface zone, the smooth surface leads to an increased fatique and vibratory strength. In addition to that , this surface is endowed with very favorable sliding properties and good resistance wear band, due to its firmly adhering phosphate coating. Through the possibility to adapt the fibering to the shape of the structural component, a deteriorating notch effect can be avoided. Through the deformation under the effect of pressure in steel tools, the enormity of the deformation as well as the quality of steel is limited through the maximum admissible surface pressing between the work piece and the tool. The choice of material mainly depends on the shape of the structural components, the necessary cold deformation and mechanical quality values of the finished part. Depending on the steel quality, cold deformed work pieces can also be heat treated, hardened and tempered or case hardened. Steels for high-pressure hydrogenation vessels: Tubes and shaped parts (up to 200 °C) C Si Mn P S Cr Mo 0.22 - 0.29 ≤ 0.40 0.60 - 0.90 ≤ 0.025 ≤ 0.035 0.90 - 1.20 0.15 - 0.30 CEV hamnar på detta stål på 0,74 Alternativt: Material number 1.6582 Symbol 34CrNiMo6 Country Sweden Range of application High strength heat treatable steel for wear resisting castings like parts for rope winding machines, connecting rods, cogged wheels Range of application Heat-treatable steels: Crankshafts, eccentric shafts, gear components Steels for cold extrusion: High-grade mass produced structural parts in general engineering, construction of apparatus, motor and vehicle construction. in a sequence of working processes (upset forging, could extrusion, pressing, bulging, drawing with intermediate surface and annealing treatment) parts of different shapes can be manufactured, possessing high density, a favorable fibering for stress, a very good sulface condition and a high dimensional accuracy. Because when cold extruded, as a result of the strengthening by cold working, hardness, breaking, strength and yield point increase, and through this, the working properties of the finished parts can be inproved. Also, according to circumstances, it is possible, to accomplish very high requirements with unalloyed steels, that by conventional production of the parts through machining and heattreatment only could be reached with alloyed steel grades. In connection with the high internal stress of the cold work hardened surface zone, the smooth surface leads to an increased fatique and vibratory strength. In addition to that , this surface is endowed with very favorable sliding properties and good resistance wear band, due to its firmly adhering phosphate coating. Through the possibility to adapt the fibering to the shape of the structural component, a deteriorating notch effect can be avoided. Through the deformation under the effect of pressure in steel tools, the enormity of the deformation as well as the quality of steel is limited through the maximum admissible surface pressing between the work piece and the tool. The choice of material mainly depends on the shape of the structural components, the necessary cold deformation and mechanical quality values of the finished part. Depending on the steel quality, cold deformed work pieces can also be heat treated, hardened and tempered or case hardened. C Si Mn P S Cr Mo Ni 0.30 - 0.38 ≤ 0.40 0.50 - 0.80 ≤ 0.025 ≤ 0.035 1.30 - 1.70 0.15 - 0.30 1.30 - 1.70 CEV hamnar här på: 1,02 Men så svetsar inte biltillverkare i krängningshämmarna utan formar dem med värme. _________________ I.n.g.3.m.a.r O.1.s.s.o.n
|
||||||||
|
Re:
som fyrhjulsdriven kadett skulle jag nog också lägga mina pengar mot fjäderstål, finns säkert andra också. _________________ Roland Johansson
|
||||||||
|
Re:
Japp kan vara mkt bra val, såg dock en del stål där som är klart svetsbara men kräver specialtillsatsmaterial, så där gäller det att ta reda på det innan, tex Harald Phil (Företaget) har mkt tillsatsmtrl för incoloy och annat högnickelstål de skall man nog snacka med innan man sätter 48.00 pinnen i dessa material 
Sen hade ajg nog även kontaktat lesjoforsab och förklarat vad jag behöver för de verkar ju kunna sin sak. _________________ I.n.g.3.m.a.r O.1.s.s.o.n
|
||||||||
|
ss2333 "rostfritt" förenklar tillvaron för dig.
det är ett mycket vanligt material används i all industri. finns i många dimensioner som axel eller rör används även till fjädrar så den egenskapen får du på köpet. SS 2333 är svetsbart. MVH Tommy _________________ Tommy Karlsson
|
||||||||
|
Skruva banåkabil
SS 2511 ska vara till krängningshämmare
|
4 besök senaste veckan (10024 totalt) |