| Allt Nytt | Kalender | Racerbanor | Arrangörer | Forum | Varvtider/Loggar |


 |
Andra projekttrådar
 Uppfräschning av Blomqvist BSN 600 (min första svarv)
Uppfräschning av Blomqvist BSN 600 (min första svarv)
|
<< 1, 2, 3 >> 43 besök senaste veckan (15513 totalt) |
|
Här är en länk hur man slipar stål. Jag svarvar med både sparstål och plattor. Billigast är ju att ha sånna som man slipar. Och dom funkar bra till blomqvistare. Slipbara stål skall man inte köra högre än typ 350 varvme med. Du märker det

_________________ Andreas Åkebrink Bygger fögasar tubo koja för SSK Classic Gillar att svarva och fräsa egna grejer 
|
||||||||
|
Glömde ju länken http://www.mini-lathe.com/Mini_lathe
_________________ Andreas Åkebrink Bygger fögasar tubo koja för SSK Classic Gillar att svarva och fräsa egna grejer
|
||||||||
Snabbstål (=slipbart) kan passa bra i en äldre maskin iom att hårdmetallplattorna kräver högre skärhastighet och vid klena diametrar på arbetsmaterialet så kan det hända att man inte kan växla upp maskinen tillräckligt för att att det ska funka vettigt. Finns tabeller samt varvtalsnomogram här: https://www.maskinisten.net/viewtopi _________________ Mats Forssén Mondial T
|
||||||||
|
Tack för all hjälp allihopa!
Verkstadshandboken hade jag en gång i tiden men har nog försvunnit i någon av alla flytter. Men kommer ihåg att den var väldigt bra för att slå rätt varv och matning på allt. Men blir inte riktigt klok på detta med utväxlingen på svarven. Ska ju vara som denna bild. Förstår att A och B är remskivorna på motorn och de andra skivorna är de med remmen som driver chucken och att 1 och 2 är de två lägena på elmotorn. Men vad menas med direkt och med växel, finns det någon extra lågväxel att lägga i som jag inte förstår mig på? 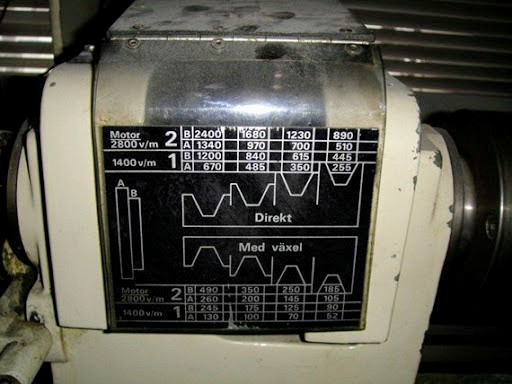
|
||||||||
|
Jag tittade på lite basic svarv videos i går för att försöka komma ihåg hur man gör, och då snubblade jag in på nån amerikansk video med en svarv som inte var en south bend men hade samma drivning som denna.
Han visade då hur detta "med växel" gick till. Var ju enkelt när man visste att det bara är att dra ut en sprint ur ett kugghjul och lägga till en spak så hade man lågfart. Inget jag tror man kommer använda jätte mycket dock. Bild på sprinten man drar ut som var gömd under en kåpa. 
Bilden i föregående post tyckte jag var väldigt smart så man snabbt och enkelt kan se hastighet på ett pedagogiskt sett. Så jag gjorde en "kopia" i CAD och skrev ut på gravyrmaskin på jobbet. Någon annan som skulle vara intresserad av en likadan så skicka ett PM löser vi det. 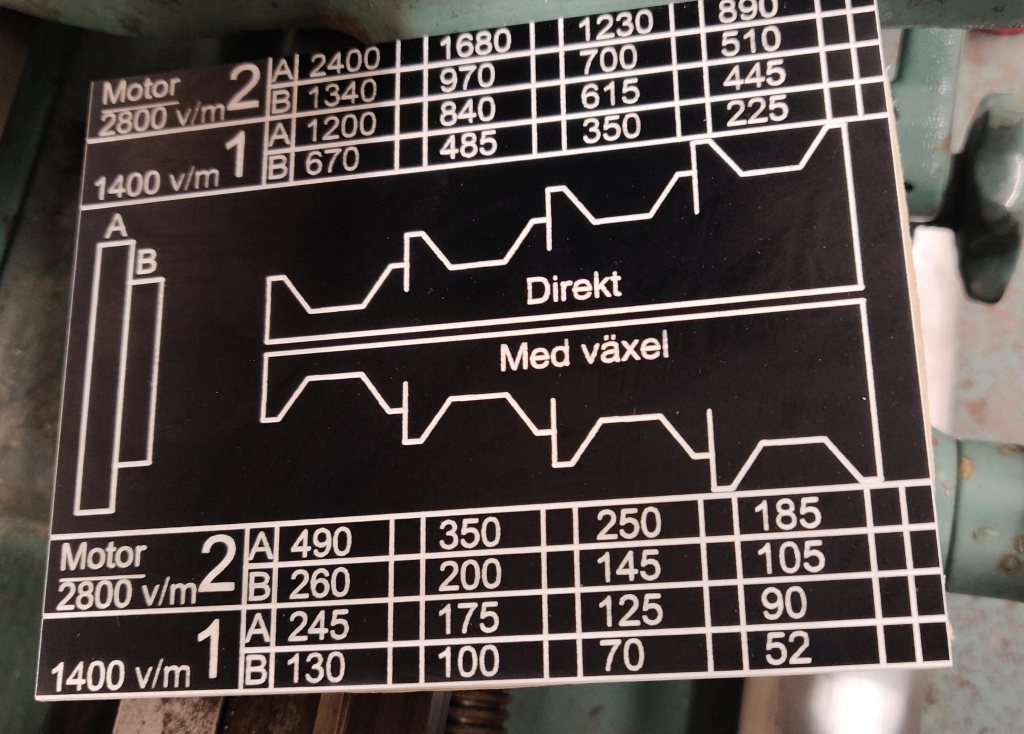
Monterade upp en skiva bakom svarven nu också så jag kan testa och köra lite och det är vad jag tänkt göra i kväll. 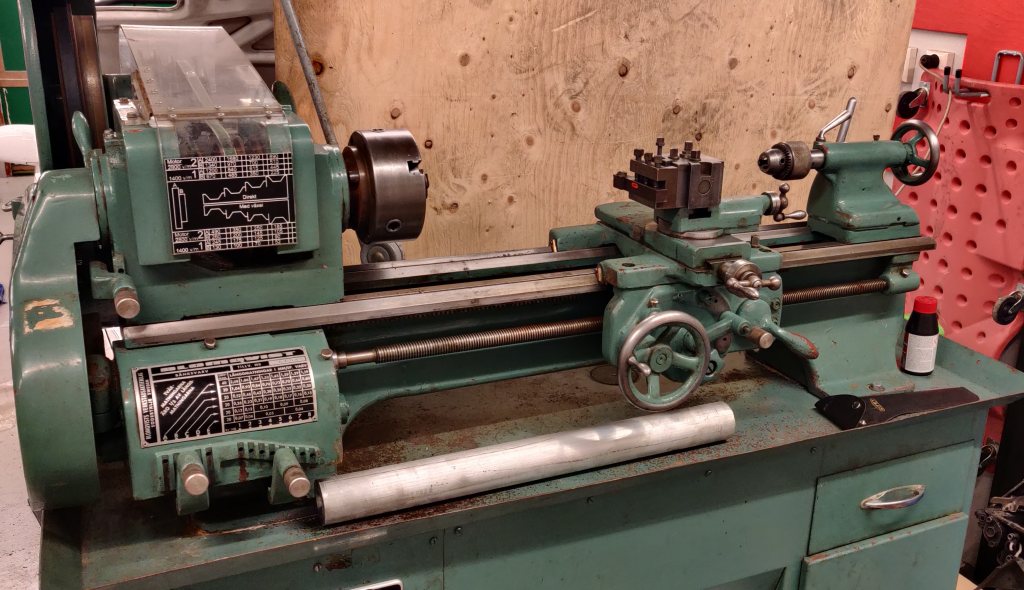
|
||||||||
Instämmer, Verkstadshandboken är kanoners! 
Dock tycker jag man ska använda varvtal när man menar varvtal (rpm på arbetsstycket när det är en svarv) och andra enheter när man menar dessa, dvs skärhastighet (i m per minut) osv. _________________ Mats Forssén Mondial T
|
||||||||
|
Senast ändrad av AffeAlien, 13 Maj 2020 06:36, ändrad totalt 1 gång
Nu har jag testat tillverka lite aluminium bussningar till växelspaksfästet för att börja med något ganska enkelt som inte krävde enorm precision.
Här är slutresultatet med den gamla bussningen i bakgrunden. Jag fick göra 2 bussningar som gick i varandra eftersom det behövdes distanser/brickor på båda sidor. Men var lagom att lära sig lite på 
Jag hade fått en liten bit aluminium från skrotlådan på jobbet. Tänkte den kändes lagom när jag tog den men när jag kom hem visade den sig ha en diameter på 50mm och jag behövde bara 22mm. Blev en hel del spån vill jag lova... 
Borra var i alla fall inga problem, men en dubb borr hittade jag ingen så det är nog något jag vill skaffa. 
Lärde mig efter ett tag att en del skär var/blev slöa, speciellt när man skulle sticka av var det känsligt att den var riktigt vass annars klättrade ämnet upp på skärstålet. Lyckades klanta till allt med det innan jag insåg att förmodligen var stålet slött. Vässade lite snabbt med vinkelslipen så funkade det bättre. Ha rätt vinkel på alla andra stål när man svarvar för bästa finish osv är något jag verkligen måste läsa på också, nu körde jag bara nått som funkade. 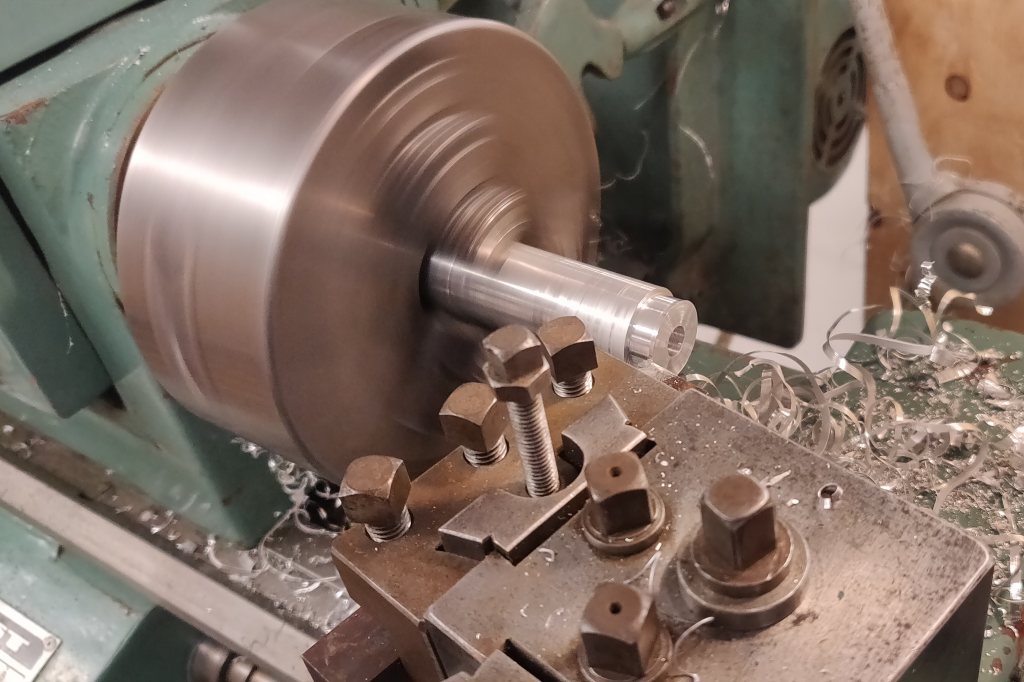
Men som ni sagt, det är sjukt kul! Man funderar redan på vad man ska tillverka här näst
|
||||||||

|
||||||||
|
Jäklar vad det börjar klia i fingrarna när man ser detta. Måste vara drygt 20 år sen jag använde en svarv eller fräs senast så det är ett bra tag sen...
En viktig detalj (som du kanske känner till) är att se till så att svarvstålet är centrerat i höjdled. Alltid viktigt för att bearbetningen ska bli bra. Vid avstickning så kan man nog få fenomenet att stålet "klättrar" om det är för högt. Är det för lågt får man en liten axelplutt kvar trots att man vevat in stålet i centrum av arbetsstycket radiellt. Det jag försöker säga är att om inte höjdjusteringen är korrekt så kan nog svarstålet upplevas som slött, eller bli slött i förtid. Aluminium är ju ett knepigt material att bearbeta eftersom det gärna vill kladda. Viktigt med rätt skärhastigjet och matning, samt T-röd som skärvätska kan även hjälpa. _________________ Mats Forssén Mondial T
|
||||||||
Hmm insåg häromsistens att jag inte tömt spånlådan på svarven på något år 
7 stora plåt hinkar. ... så det kan bli lite på hobby basis... skall bara.. ha veckodosen av svarv och fräs övningar..
_________________ Michael Thulesius
|
||||||||
"Mest gör jag spånor, resten slänger jag" 
_________________ Ove Sponton Det var inte jag. Dessutom var det ingen som såg mig.
|
||||||||
Haha, jag får nog börja med att städa bort de spånor jag gjort från i går, har ju ingen stor spånlåda att gömma allt i
Men de dyker nog upp nån idé på något kul jag "behöver" snart 
|
||||||||
Låter som du jobbat med det men bytt jobb?
Ja stickstålet var nog gränsfall högt tyckte jag fast det var i bottenläge så kan nog absolut bidragit till min problematik. Tycker även andra stål är precis vid centrum i botten på justeringen så det är nog något jag bör se över om det finns annat än verktygsfästet för att justera höjden lite.
|
||||||||
Ja, har jobbat på verkstad i ett antal år (på nittiotalet) och var sedan yrkeslärare i skärande bearbetning på gymnasieskolan i några år innan jag hamnade på kontor. Kan verkligen sakna verkstadsmiljön ibland även om det finns andra fördelar med "kontorsjobb". _________________ Mats Forssén Mondial T
|
||||||||
|
Om det inte går att justera ner verktygshållaren tillräckligt så har du nog för stora verktyg/stål.
Lagom till den svarven är nog runt 16 mm. Man kan grovjustera centrumhöjden mot en dubb i dubbdockan, sen kan man finlira lite när man börjar svarva. En till grej som är bra att tänka på när vid avstickning är att stickstålet sitter vinkelrätt mot arbetsstycket. Jag brukar använda chucken som anhåll och släppa lite på verktygshållaren eller toppsliden, sen vevar jag emot verktyget mot chucken så det rätar upp sig. Dra åt allt utom tvärsliden, lås gärna släden så den inte kan flytta sig och stick av så nära chucken som möjligt med minsta möjliga utstick på skäret. Låga varvtal och mycket smörjning är också bra. Långa otäcka spånor ska man helst försöka undvika. Jag har en spetstång med extra långa handtag för att kunna rycka bort spånor innan de blir ett roterande fågelbo runt chucken. Funkar ibland om man är snabb, annars lär man sig snart att hålla undan näsan från roterande delar...
_________________ Anders Karlsson Opel Commodore GS/E -77
|
||||||||
|
En smart grej vi har på jobbet är en liten pinne på magnetfot och när du sätter magneten på vagnen så är spetsen på pinnen i samma höjd som centrum på chucken. Det gör det enkelt att se om stålen sitter på rätt höjd.
_________________ // Mats Karlsson http://www.matsgarage.com Biltråd 1: https://rejsa.nu/forum/viewtopic.php?t=85101 Biltråd 2: https://rejsa.nu/forum/viewtopic.php?t=115095
|
||||||||
En sådan hittade jag faktiskt en video på en som tillverkade i går av en händelse, verkar smidigt. Så kanske får bli nästa projekt.
|
||||||||
Mycket enkla och bra tip, det tackar vi för
Ska mäta upp lite stål och se vad som egentligen ligger i mina lådor. Om stålet ska vara 16mm då är det alltså den oslipade biten man mäter på snabbstål men på ett med hårdmetall skär är det den fyrkantiga biten man skruvar i verktygshållaren man mäter då?
|
||||||||
|
Jajamen.
Verktyg för vändskär brukar ha spetsen på vändskäret i samma höjd som det är på skaftet. Man kan fräsa av undersidan på skaftet om man vill få ner höjden lite, så har jag gjort på några av mina verktyg. _________________ Anders Karlsson Opel Commodore GS/E -77
|
||||||||
|
Andra projekttrådar
Uppfräschning av Blomqvist BSN 600 (min första svarv)
|
<< 1, 2, 3 >> 43 besök senaste veckan (15513 totalt) |












